")
Flexible printed electronics offer many benefits, such as fast production, low materials consumption, and reduced manufacturing cost. However, due to their very thin layout, flexible devices can be sensitive to mechanical stresses and, therefore, might require additional integration strategies. This is typically carried out by using conventional and time-consuming methods like adhesion to rigid surfaces or attachment with additional bulky structures. In fact, there is a need for industrial manufacturing processes for the development of robust flexible products.
The MADRAS project stands for a high throughput manufacturing methodology for fully-plastic-integrated flexible electronic products building on an already established technology such as injection moulding and thermoforming.
Within this project, an in-mould methodology is tested on high demand applications such as organic photodetectors (OPD) and antennas for geotracking through a material driven-approach. The development of solution-based functional materials, including the selection of appropriate photoactive layers and the manufacturing of charge selective layers, conducting electrodes and substrates that can withstand plastic processing, is being tackled.
OPD-based frontplane for fingerprint sensor
One of the goals of MADRAS project is to fabricate an in-moulded fingerprint sensor with a fully printed organic photodetector’s (OPD) frontplane. Current flexible organic photodetectors-based imaging arrays for fingerprint authentication are still based on topmost layers deposited by thermal evaporation techniques, which are not scalable and require high vacuum. Solution-based functional materials present undeniable advantages compared to inorganic counterparts such as Silicon with a reduced cost of manufacturing and low-temperature processing, conformability, and flexibility.
The OPD frontplane consists in a photoactive layer/charge transport layer/transparent conducting electrode stack. The project developed materials are meant to be used as a Hole Transport Layer (HTL) based on WO3 and/or PEDOT:PSS and a top electrode (Ag NW and/or PEDOT:PSS) on the specific OPD configuration.
The stack design for frontplane photodiodes can be applied either on different backplanes such as Thin Film Transistor (TFT)-based imagers or on flexible substrate foils with printed electrodes compatible with roll-to-roll printing methods. In this last case, the same stack can be applied for Organic Photovoltaic (OPV) applications instead of OPD by just a small tuning of the layers with the aim of delivering maximum efficiency instead of optimal responsivity.

Figure 1. Schematics of OPD’s frontplane under development in MADRAS based on a bulk heterojunction photoactive layer and fully printed selective and conducting layers.
To apply printed electrodes and reach the required performance for detection or energy production, photoactive materials that outperform currently used materials must be employed. Indeed, the use of printed electrodes commonly entails a reduction in efficiency that needs to be compensated.
Seeking the best photoactive blend
Alongside the testing of MADRAS’ developed materials for selective and conducting layers, the most suitable photoactive material for OPD is being thoroughly chosen. Recent efforts in organic photovoltaics have been dedicated to the study of a new generation of photoactive materials based on Non-Fullerene Acceptor (NFA) molecules and tuned band gap donor polymers that give record efficiencies in bulk heterojunction organic solar cells, reaching levels of 18% at lab scale.
In order to develop a fingerprint sensor that withstands plastic processing, it is argued that the most suitable combination of photoactive materials would need to accomplish three criteria:
- High External Quantum Efficiency (EQE) and low dark current, to meet state-of-the-art backplanes requirements.
- Low thickness dependence, to obtain the most homogeneous response when deposited on a TFT imager.
- High resistance to temperature, to withstand thermoforming and overmoulding processing.
Promising candidates such as PTQ10 polymer and NFAs molecules such as Y6, Y12, IDIC have been chosen for evaluation for MADRAS application. Literature values point towards EQE over 80% for these combinations. Additionally, PTQ10 is a two synthetic step polymer and Y6 has derivates as Y12 with increased solubility and processability with non-halogenated solvents. Simple synthetic routes and compatibility with green solvents are relentlessly pursued for scaled-up production of OPV.
Evaluation of the second point – thickness dependence – can be extremely time consuming when doing device optimisation. For that reason, a high-throughput lab scale methodology developed by M. Campoy-Quiles group at Institute of Material Science of Barcelona (ICMAB) has been employed. The high-throughput tecnology has been developed in the framework of the project ERC CoG FOREMAT. For further information on the method, please see the article “Predicting the photocurrent–composition dependence in organic solar cells“.
Thickness-performance dependence has been studied by producing lab scale OPDs with a thickness graded-photoactive layer (PAL) in collaboration with the ICMAB group. This procedure is carried out using a homemade blade coater speed controller to obtain variable speed during the deposition process. Exploring thickness-dependence of the PAL in just one sample enables for very fast optimisation of the most suitable donor:acceptor (D:A) materials blend.

Figure 2. Schematics of lab scale OPD structure-based ITO-glass substrate used to test the best combination of novel photoactive materials such as PTQ10, Y6 or IDIC. OPDs are deposited using a blade coated modified to obtain a thickness-graded PAL, as shown in the schematic and the photo.
In particular, MADRAS’ lab scale devices have been fabricated on 75x25mm ITO-coated glass substrates by doctor blading (ZnO and PAL) and physical vapor deposition (HTL and Ag electrode) following the structure depicted in Figure 2. PAL was deposited by decelerating the blade during solution spreading across the substrate. We have obtained PCE values with low dependence within a range of PAL thickness up to 300 nm, efficiencies up to 11% and EQE over 50%.
Injection moulding a solar cell
In order to tackle last choice criteria – OPD with high resistance to temperature -, injection moulding experiments on flexible OPD based on chosen D:A combination are being investigated.
Initial plastic injection experiments on OPD have been conducted at Eurecat and infinityPV facilities. Check this video to see how we did it:
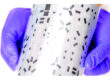
The experiments have been performed on single P3HT:oIDTBR-based solar cells fabricated by infinityPV using their commercial developed flexible substrate (Flextrode) and a combination of slot die and flexography (Figure 3 left). The solar cells have been laminated with PET and PC foils in order to test different injected polymer-substrate compatibilities upon injection moulding.
Depending on the plastic used, the final product can be either rigid or flexible. Examples of eligible transparent thermoplastics for in-moulded solar cell are PC, PMMA or TPU.. PC and PMMA are rigid and have high processing temperature. PC show a higher mechanical resistance than TPU and PMMA and reaches higher temperature than PMMA upon injection. TPU is flexible and has the lowest processing temperature but shows poorer transparency.
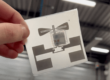
As shown in Figure 3 (right), samples are placed inside the injection mould cavity and held in position.

Figure 3. Schematic of several OPD printed on a flexible substrate provided by infinityPV consisting on PET/silver grid/PEDOT/ZnO stack and example of a printed device used for in-moulding (Left). Injection moulding equipment holding a sample in position (Right).
After injection of a melted plastic and cooling down, an integrated plastic part with the fused OPV is ejected (Figure 4 left). Best results on performance upon injection were obtained with TPU. Efficiency (PCE) was slightly reduced from 4.0% to 3.6% (Figure 4 right). Devices injected with PMMA and PC were more affected but still functional. Indeed, temperature reached at the injection point for PC is 225 ºC (while for PMMA it is 175 ºC) which could damage the photoactive materials whose melting temperature in the case of P3HT:oIDTBR is around 225ºC.

Figure 4: TPU-injected single solar cell . IV-cahracteristic before and after injection.
All in all, we have built an experimental platform that will enable us to study the stability of OPD constituent materials (PAL, charge transport layers, electrodes and encapsulant materials) to injection process, as well as film/injected polymer compatibility (adhesion) and transparency of the final assembly.
Upcoming trials will be done with OPD made with materials developed within MADRAS project such as Ag NW, PEDOT:PPS, WO3 and hybrid combination of them. Pay attention! Don’t miss the good stuff!
About the authors

Laura López Mir, advanced researcher at the Functional Printing & Embedded Devices unit in Eurecat technological center since 2018:
- PhD in Physics at Institut de Ciència de Materials de Barcelona (ICMAB).
- Msc in Nanotechnology and Material Science from Universitat Autònoma de Barcelona.
- Several years of expertise in thin film deposition and characterization techniques in the field of oxide electronics.
- Currently focused on the fabrication of printed optoelectronic devices and on in-mould electronics.

Eurecat is the leading Technology Centre of Catalonia, providing the industrial and business sector with differential technology and advanced expertise.
The centre offers solutions to their innovation needs and boosts their competitiveness in a fast-paced environment. It brings together the expertise of 650 professionals who generate a volume of income of 50M€ per year. Serving more than a thousand companies, Eurecat is involved in 200 projects of R&D national and international with high strategic value.