Flexible organic photodetectors/organic solar cells are due to their very thin outline intrinsically vulnerable to mechanical abrasiveness and will for some uses require additional protection. Such measures are typically carried out by using conventional protection where the solar cells are laminated into a more rigid panel frame (glass or plastic), as is well known from silicon solar cells. Such protection methods are time consuming, the form factor is typically limited to being flat and the final product will often be relatively bulky compared to the solar cell foils themselves because of the frame and the contacts – which is somewhat counterproductive when looking at the main goals for flexible organic electronics which are; fast production, flexibility, low materials consumption and low cost.

Combining thermoforming and injection moulding with the thin outline of the organic photodetector/solar cell opens up a plethora of application areas and new markets where custom shaped devices can be addressed. If desired, it also allows for a much thinner outline than what is possible today. Depending on the plastic used for the injection moulding, the final product can furthermore be either rigid or flexible.
LBIC (Light Beam Induced Current) is an ultrafast technique that gives an image of the device with each pixel in the picture representing how well a photodetector works in a matter of seconds-to-minutes depending on the size of the photodetector. By scanning the surface with a fast laser, it is possible to carry this out with a resolution down to 40 µm and it is thus extremely useful for finding defects, and the source of them. Figure 1 gives an example of this. (Interested in learning more about LBIC and how it can be applied? See the infinityPV website)

Figure 1. Example of a photodetector with a defective area. left: picture of the photodetector. middle: LBIC image of the same cell showing in yellow where the cell is working. right: 3D image of the photoresponsive areas of the photodetector.
Organic photodetector for fingerprint sensor
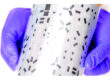
One of the primary goals of the MADRAS project is to develop the methodology for such injection moulding of organic thin film photodetectors as part of a fingerprint sensor. In this process, the thin film photodetector is exposed to elevated temperatures as it is brought into contact with molten plastic such as polycarbonate (PC), polymethylmethacrylate (PMMA) or thermoplastic polyurethane (TPU) and this puts stress upon the stacked structure which consist of multiple thin layers. Figure 2 shows the outline of cells used for testing the injection moulding process.

Figure 2. Architecture of photodetectors prepared on “flextrode” from infinityPV. (Read more about materials for flexible organic photodetectors)
Each of the layers are only 300 nm – 5 µm thick and complete separation of layers (no mixing, no phase segregation) while simultaneously maintaining a good contact at the interface of the same layers are required for the final device to be fully functional.
Analysing and finding the reasons to any performance loss caused by the injection moulding process is crucial to such a methodology development, and here LBIC systems offers an extremely useful tool.
Traditionally a photodetector/solar cell is characterised by its IV-curve and its efficiency. Focus is mainly on the output – does it work or not, and if yes, what is the output compared to before. This if of course important, but in a development phase it is also important to understand why output deviations occur. LBIC can supply information about this.
Preparation, injection moulding and analysis of organic photodetectors
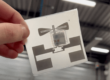
With the aim of finding a methodology eliminate/minimize thermal effects of injection moulding on the organic photodetectors, initial trials were conducted in collaboration between infinityPV (preparation/pre‑shaping of photodetectors and LBIC) and Eurecat (injection moulding and electrical characterisation). The process is outlined in Figure 3.

Figure 3: Stepwise procedure for the fabrication of in-moulded organic photodetectors for injection moulding process trials.
- Slot-die coating: Active layers and PEDOT were coated on “Flextrode” (a flexible PET based, ITO free infinityPV substrate with zinc oxide as the top layer) using a RLC sheet coater.
- Flexo-printing: The back electrode is printed using silver based inks using a RLC sheet coater.
- Lamination: The organic photodector stack is protected by lamination with UV curable adhesives.
- Pre-shaping: The encapsulated organic photodetector is laser cut into a shape fitting the selected IM mould. In cases where the encapsulation material is not suitable for laser cutting (like PC), the shaping) is performed mechanically with a plotter.
- Injection moulding with various materials (TPU, PMMA, PC…)
- Characterisation of the injection moulded organic photodetectors by IV-measurements and LBIC.
LBIC here facilitated analysis of how the injection moulding procedure affected the organic photodetectors. Where IV-curves are limited to show that the efficiency has dropped, LBIC can provide input on why this is the case. Combining the two techniques provides a deeper understanding of the process. Below, in Figure 4, are examples where defects/effects were observed and analysis of these.

Before injection moulding / After injection moulding
There is an overall even effect spread evenly over the cell as small pinholes.
Possible solution: generally lower the temperature

Delamination of layers on a part of the cell (sharp boundary). Such defects are normally due to mechanical stress and could originate from handling the cell before injection moulding or form excessive mechanical force applied in the injection moulding process.

Before injection moulding / After injection moulding
In this case the cell seems to be more affected at the sides of the organic photodetector (in the picture to the left there are 8 “silver fingers” form the top electrode but in the one to the right there is only marginally 7 present). More protection at the sides is therefore needed if the current temperature parameters are to be used.

Figure 4: Examples of defects detected by LBIC
An example of how external factors can be observed with LBIC. On the picture to the left there is a circular indentation from the injection moulding process, which is also observed in the LBIC image. This cell has, similarly to the example above, also been more affected at the sides
LBIC has demonstrated to be a powerful tool, that can be used when needed throughout the MADRAS project.
In addition, the technology is scalable. In the above examples, the scanned devices only have an area of approximately 1 cm2, but the technology can be used on much larger areas (industrial scale at 100 m x 3 m2 has been demonstrated) and can even be implemented on roll-to-roll systems for in situ inspection while preparing photoactive electronic devices. Click here if you want to know more about LBIC.
Please follow the MADRAS blog for more news on injection moulded electronics.
About the authors
Roar Rønnow Søndergaard, PhD, Senior Developer at infinityPV
Has a background in synthetic organic chemistry and has worked with thin film and Roll-to-Roll processing of organic electronics since 2008 with a primary focus on organic solar cells.
Main focus area is currently within equipment development for processing and analysis of thin films.
![]()
infinityPV ApS is a leading Danish company focused on scaling printed solar cell technology and bringing it to market. On this path many techniques that were not in existence or not sufficient in pre-existing forms have been developed, re-developed and made available to the scientific community. As a tribute to the success of our activities, techniques such as LBIC, laboratory scale slot-die coating, cost efficient multichannel MPPT SMUs, solar simulators, roll-to-roll printing and coating technology, materials, solar cells and much more are available from us.