Plastronics, also known as In Mold Electronics (IME), is an emerging technology that combines electronics and plastic materials with the aim to obtain products with high added value by providing them with advanced functions or features.
Through the combination of functional printing and hybridisation of electronic components with traditional processes like injection moulding and thermoforming, it is possible to obtain lightweight devices with new integrated functionalities within complex geometries.
The MADRAS project aims to innovate through the development of advanced materials processed via IME to boost the production of Organic and Large-Area Electronics (OLAE) and enhance their properties to make them more affordable and durable. This will be validated through the fabrication of two demonstrators, one of which is a geotracking flexible tag.
The key innovation of the tag is the implementation of an radiofrequency energy harvesting system through its antenna, making it battery-free. The flexibility and protection are achieved by overmoulding the antenna with non-rigid polymers like thermoplastic polyeurethane (TPU).
Injection moulding: overview and set up
Injection moulding is a manufacturing process in which molten material is injected into a mould. Itcan be divided into six steps: closing of the mould, injection, back pressure, dosing, cooling, and expulsion of the piece. Controlling the process is key to generate quality IME pieces with components susceptible to damage. Certain parameters can also affect the resulting piece, like melting temperature, back pressure, and cooling time.
In order to encapsulate the geotracking tag, the film (substrate) needs to be placed inside the mold cavity. This is done by subjecting it mechanically via pins in the injection side of the machine. The molten polymer goes through a hole cut in the film to the other side, covering a square 70×70 mm area.

Figure 1. Mechanical subjection of the film (purple) in the mould cavity (grey). The final 70×70 injected area is coloured in green.
The material used for injection is TPU, a block copolymer which consists of alternating sequences of hard and soft segments. Currently available TPU can be divided into two groups: polyester-based and polyether-based. MADRAS’ geotracking tags are injected with the latter, since it provides a higher hydrolysis resistance. Given its properties, TPU allows the tag to remain flexible.
The design of the in-mould cavity considers the optimal section thickness in order to prevent the antenna to lose transmission quality. For that same reason, the cavity section is only bigger around the control unit area (see Figure 9).
Challenges met during injection moulding
One of the main challenges of injecting the tag is the use of a non-polymer substrate: nanocellulose. The first injection iterations showed a very poor adhesion between TPU and film, being extremely easy to pull apart. A thin layer of polymer was later added between the substrate and injection material to improve the adhesion, providing a chemical, stronger bonding.
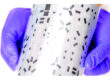
With the addition of the control unit hybridised on top of the nanocellulose substrate came the second main challenge: preventing the shear force of the injection from tearing the substrate. The placement of the control unit and the change of the tag’s injected cross-section produces a change of the polymer flow through, resulting in the melted polymer “pushing” the printed circuit board (PCB) and ripping the substrate by doing so.

Figure 2: Ripping of the substrate, above the control unit. The ripping always occurs in the same spot.
To prevent the ripping of the substrate, changes in the cavity design were made as well as optimising injection parameters:
- Cavity design: cross-section flow change was softened by adding chamfers on the walls.

Figure 3: Original mould cavity

Figure 4: Current mould cavity

Figure 5: cross-section detail. Above: original cavity. Below: modified cavity.
- Parameter optimisation: experiments were carried out on a big batch of antennas to optimise the parameters once the cavity modification was done. It was concluded that a higher melting temperature and a higher injection speed provided the best results. The high temperatures made the polymer more fluid and thus produced less shear stress on the substrate. The higher injection speed causes the cavity to fill faster and reduces the time the polymer applies shear stress on the surface.
- Finally, a lower back pressure allowed the tag to sit flat instead of combing. It is believed that the previous high value compacted the part too much, which produced warping.

Figure 6. Up: higher back pressure. Down: Lower back pressure.

Figure 7: Results of parameters and mould modifications.
Next steps: towards the final demonstrator
Modification of parameters and mold cavity proved optimal results and both challenges were overcome successfully. The latest batch of injections was done using the final control unit design and optimised parameters previously explained. All the overinjected samples did not suffer any substrate rip, proving that the process is repeatable for samples with slightly different process unit designs.
The final steps involve characterising the antennas to test their functionality and obtaining a finished geotracking tag demonstrator!

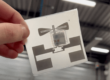
Figure 8: Geotracking tag injected with the final control unit. Front (left) and back (right).

Figure 9: Detail of the cross-section where the change of thickness between the control unit area and the rest of the tag can be observed.
 Aina López Porta, researcher at the Polymeric Materials Unit in Eurecat technological center:
Aina López Porta, researcher at the Polymeric Materials Unit in Eurecat technological center:
- Degree in Industrial Design Engineering from Elisava.
- Msc in Advanced materials Science and Engineering.
- Focused on In Mould Electronic projects and recyclability studies.

Eurecat is the leading Technology Centre of Catalonia, providing the industrial and business sector with differential technology and advanced expertise.
The centre offers solutions to their innovation needs and boosts their competitiveness in a fast-paced environment. It brings together the expertise of 650 professionals who generate a volume of income of 50M€ per year. Serving more than a thousand companies, Eurecat is involved in 200 projects of R&D national and international with high strategic value.